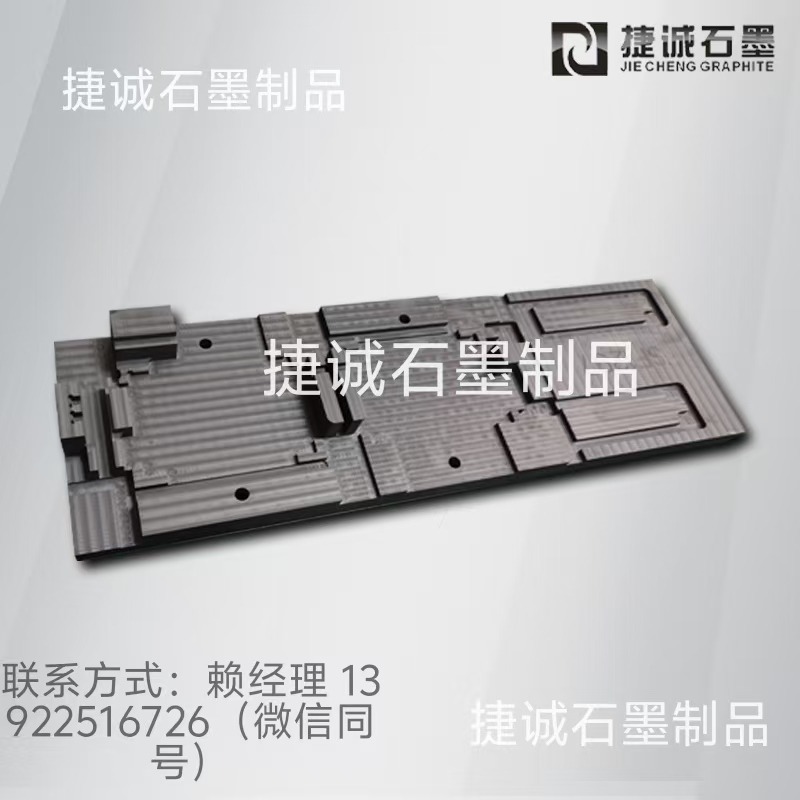
液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
液冷板石墨模具的工藝要求涵蓋資料挑選、加工精度、結(jié)構(gòu)規(guī)劃、焊接工藝、密封性檢測(cè)及外表處理等多方面,以下為具體分析:
資料挑選
液冷板石墨模具通常選用優(yōu)質(zhì)石墨資料,這些資料應(yīng)具備優(yōu)良的導(dǎo)熱功能,能夠快速傳遞熱量,保證液冷板在制作過(guò)程中的溫度均勻性,同時(shí)在高溫、高壓等惡劣環(huán)境下堅(jiān)持穩(wěn)定性和耐用性。
加工精度
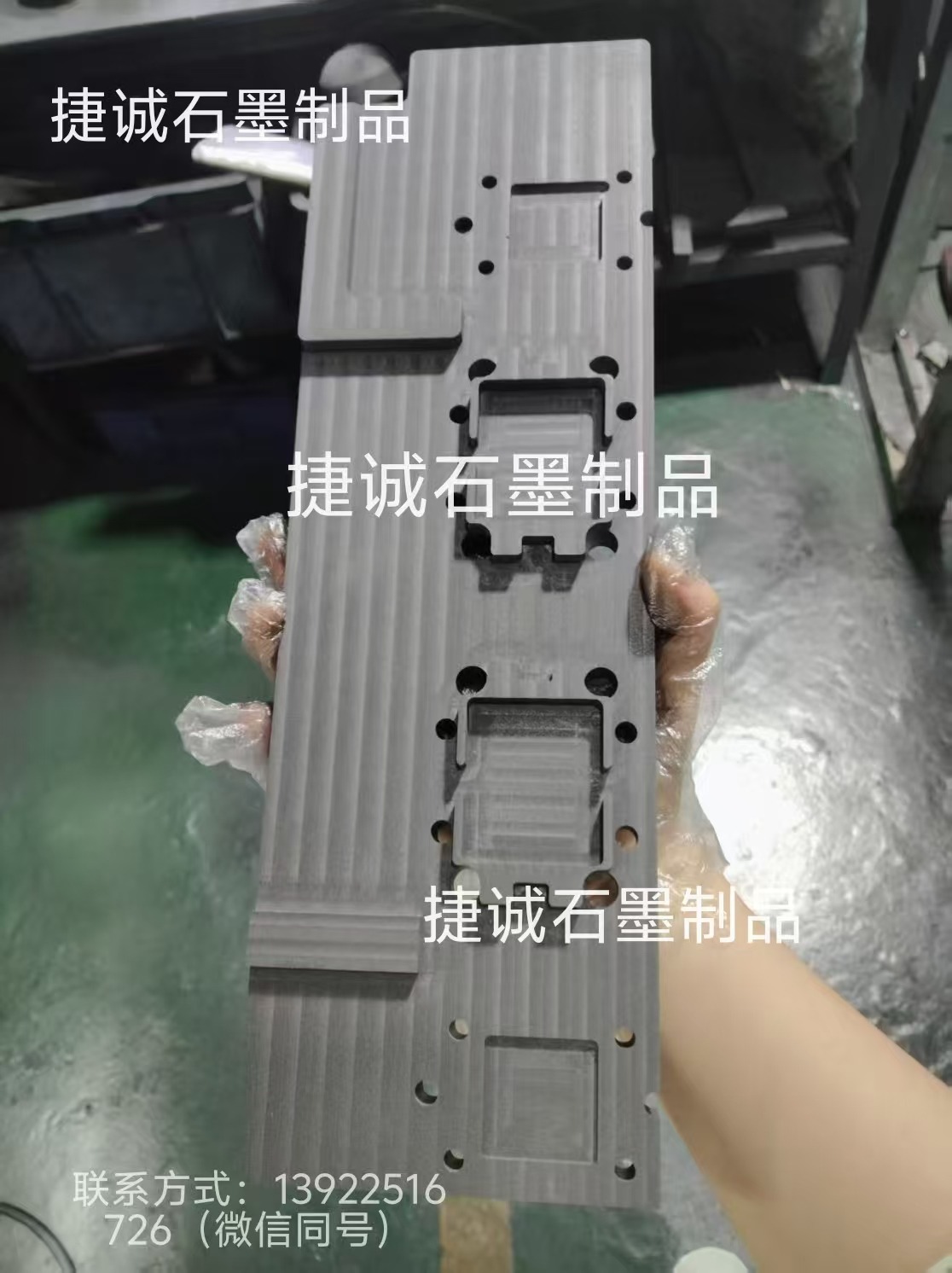
尺度精度:液冷板石墨模具的尺度精度要求較高,例如水道釬焊面流道輪廓度能夠操控在±0.1mm,以保證冷卻通道的尺度契合規(guī)劃要求,保證冷卻液的流動(dòng)順利。
形位公役:對(duì)模具的平面度、垂直度、平行度等形位公役也有嚴(yán)格要求。例如,焊接后自在狀態(tài)下15mm以內(nèi),與框架焊接后模組區(qū)域內(nèi)滿意0.7平面度要求,以保證模具的安裝精度和使用功能。
結(jié)構(gòu)規(guī)劃
冷卻通道布局:冷卻通道的布局應(yīng)合理,能夠有效地帶走熱量。通道的類型、距離、進(jìn)出水口規(guī)劃等都需求通過(guò)精心規(guī)劃,以進(jìn)步冷卻功率。
模具分型與安裝:分型面的挑選應(yīng)便于加工和安裝,同時(shí)要考慮密封性。安裝空隙要操控在合理范圍內(nèi),防止釬焊時(shí)擠壓變形。
焊接工藝
釬焊質(zhì)量:釬焊是液冷板石墨模具制作的關(guān)鍵工藝之一,釬焊接頭的質(zhì)量直接影響模具的密封性和使用壽命。需求操控釬焊溫度、時(shí)間、氣氛等參數(shù),保證釬焊接頭無(wú)裂紋、氣孔等缺點(diǎn)。
焊接變形操控:在釬焊過(guò)程中,要采納措施操控焊接變形,如采用適宜的焊接次序、夾具固定等,以保證模具的尺度精度和形狀精度。
密封性檢測(cè)
檢測(cè)方法:液冷板石墨模具在制作完成后,需求進(jìn)行嚴(yán)格的密封性檢測(cè)。常用的檢測(cè)方法有濕檢法和氦檢漏儀檢測(cè)法等。濕檢法是將液冷板浸入水中,調(diào)查是否有氣泡產(chǎn)生;氦檢漏儀檢測(cè)法則是利用氦氣的細(xì)小分子特性和高靈敏度傳感器,檢測(cè)液冷板內(nèi)部的細(xì)小走漏。
檢測(cè)標(biāo)準(zhǔn):密封性檢測(cè)需求契合必定的標(biāo)準(zhǔn),例如在室溫下,液冷板的走漏量應(yīng)操控在必定范圍內(nèi),并且在低溫環(huán)境下也應(yīng)堅(jiān)持杰出的密封功能。
外表處理
外表粗糙度:模具的加工外表粗糙度應(yīng)契合要求,一般要求Ra≤1.6μm,以削減冷卻液流動(dòng)阻力,進(jìn)步冷卻功率。
清潔度:在制作過(guò)程中,要保證模具外表的清潔度,避免雜質(zhì)和污染物進(jìn)入冷卻通道,影響冷卻效果和模具的使用壽命。
-

液冷板石墨模具,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
-
液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
-

V型石墨舟,V型石墨舟皿,石墨舟皿,高強(qiáng)度石墨方舟,高純石墨舟皿,高純度石墨方舟,高溫?zé)Y(jié)石墨舟皿,V型石墨舟皿生產(chǎn)廠家
-

硬質(zhì)合金燒結(jié)用薄型v石墨槽,V型石墨舟皿,石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
-

石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產(chǎn)廠家
-

石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產(chǎn)廠家