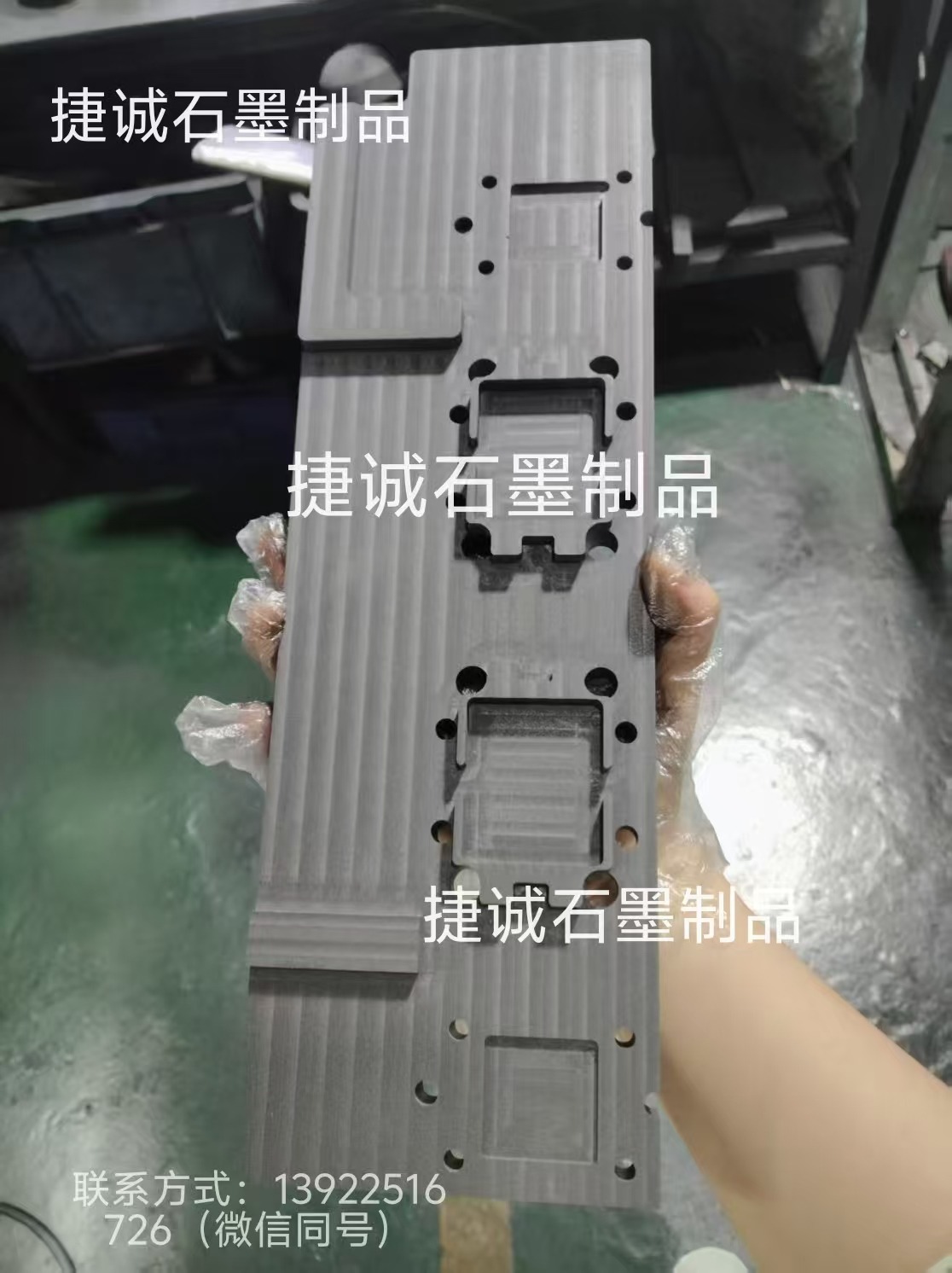
液冷板釬焊石墨模具,釬焊石墨模具,液冷板石墨模具,水冷板釬焊石墨模具,石墨模具,石墨夾具,石墨治具,石墨模具加工,石墨模具加工廠
液冷板釬焊石墨模具時,壓力操控是影響釬焊質量的關鍵因素之一,需通過準確的合模壓力與鎖模壓力設置、壓力與速度的和諧操控以及低壓合模維護等辦法來保證模具的可靠性和產品質量,以下為具體分析:
合模壓力與鎖模壓力設置:
合模壓力:在液冷板釬焊石墨模具的合模過程中,合模壓力的初始設置值是一個重要參數。一般來說,合模壓力的初設置值能夠參考為25(單位或許因設備而異,此處為示例值)。當此壓力過小而導致合模速度過慢時,能夠測驗添加壓力,但每次添加的量不宜過大,如每次加+5進行測驗。需要留意的是,假如合模壓力設置過大,會使動模板瞬間加高壓改變停止狀況為運動狀況,導致動模板孔與拉桿產生巨大的摩擦力,加速機器動模板孔與拉桿的磨損,進而影響到動模板運動的平穩性與精密度,甚至或許影響到個別對合模機構精密要求較高模具的出產。
鎖模壓力:鎖模壓力的初始設置值能夠參考為60(同樣,單位或許因設備而異)。當鎖模壓力無法滿意需求時,能夠每次+10進行壓力調整。但同樣需要留意,鎖模壓力不宜過大,防止添加機器負荷并造成不必要的摩擦損耗。
壓力與速度的和諧操控:
在合模過程中,除了壓力操控外,還需要留意合模速度的操控。合模速度應與下一段合模動作具有連貫性的運動,防止呈現明顯的中止動作切換。一般來說,能夠設置較高的合模速度但較低的合模壓力,由壓力來操控速度,以達到最佳的合模效果。
低壓合模維護:
低壓合模維護是保證模具在合模過程中不受損壞的重要辦法。在低壓合模階段,應由低壓低速推動模具,從需要安全維護的間隔開始至模具徹底閉合停止。假如低壓合模開始方位和停止方位設置不妥,或許會導致模具在合模過程中受到碰擊或壓榨而損壞。因而,需要準確設置低壓合模的開始方位和停止方位,以保證模具在合模過程中的安全性。
-

液冷板石墨模具,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
-
液冷板石墨模具,石墨治具石墨模具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
-

V型石墨舟,V型石墨舟皿,石墨舟皿,高強度石墨方舟,高純石墨舟皿,高純度石墨方舟,高溫燒結石墨舟皿,V型石墨舟皿生產廠家
-

硬質合金燒結用薄型v石墨槽,V型石墨舟皿,石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家
-

石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產廠家
-

石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產廠家